Juil 8, 2017 | Expositions et événements, Projet Grandeur Nature Lyon
Dans quelques semaines, ce sera l’aboutissement d’une grande aventure qui a démarré il y a plusieurs années grâce au soutien du Fonds de dotation Devenir, à quelques entreprises grands mécènes et à plusieurs centaines de particuliers qui par leurs dons ont permis à « Grandeur Nature Lyon » de voir le jour.

Ainsi, le 23 septembre prochain, tous les Lyonnais seront invités à assister à l’inauguration au Parc de la Tête d’Or des deux sculptures en bronze représentant, en taille réelle, une girafe adulte penchant son long cou vers son girafon couché.

Pour ne pas gâcher la surprise, je ne veux pas vous montrer ici des photos des sculptures terminées (il ne reste plus à faire que la patine de la grande girafe). Pendant de longs mois, plus d’un an et demi, la fonderie Barthélémy Art à Crest à mis tout son talent et ses procédés techniques au service de Grandeur Nature Lyon. Le résultat est magnifique.

Des informations plus précises vous seront données à la rentrée mais dès à présent, je vous donne donc rendez-vous samedi 23 septembre après-midi dans l’enceinte du Zoo du Parc de la Tête d’Or à Lyon.


Juin 30, 2017 | • Damien Colcombet, Nouvelles créations
J’ai déjà réalisé à plusieurs reprises des chevaux de trait, ces colosses placides qui peuvent paraître lourds mais font preuve d’une étonnante légèreté et élégance lorsqu’ils trottent, les jambes levées bien haut. Mais je n’avais jamais osé m’attaquer aux chevaux de selle. Comment, en effet, revenir sur un tel sujet après les merveilles de Barye, Mêne, Frémiet, Lanceray et tant d’autres, parmi lesquels je mets, tout en haut du podium, Isidore Bonheur ? Pour freiner toute inspiration et s’arrêter, intimidé, au seuil de ce monde, il suffit par exemple de feuilleter ce bel ouvrage :
Et puis, la longue contemplation de deux ou trois magnifiques chevaux d’Isidore Bonheur m’a brutalement fait sauter le pas : je me suis lancé et voici le résultat. J’ai voulu réaliser ni un pur-sang arabe, au chanfrein concave et aux nerfs à fleur de peau, ni un cheval de course à l’allure de lévrier, mais un bon étalon de selle solide et fiable, un Normand, un demi-sang ou un animal comme ceux utilisés en vénerie.
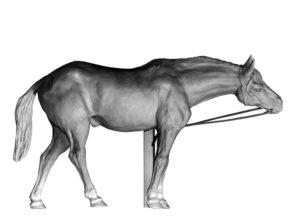
Mon cheval est attaché par les rênes à un poteau un peu ouvragé. Attiré par quelqu’un ou quelque chose, il tend la tête et l’incline légèrement.
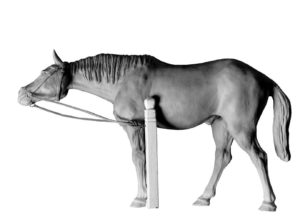
Le cheval mesure à peu près 40 cm de long et 23 cm de haut. Le premier exemplaire en bronze devrait être prêt fin 2017 ou tout début 2018.
Une version sans piquet existera également,le cheval ayant seulement les rênes sur le cou.
Juin 19, 2017 | Expositions et événements
Comme annoncé dans une précédente note (cf. http://colcombet.com/exposition-mathurin-meheut-colcombet-a-saint-malo/ ), l’exposition de mes bronzes et de l’abécédaire inédit de Mathurin Méheut set tient à Saint-Malo (35) jusqu’au 15 juillet 2017. Le quotidien Ouest-France s’en est d’ailleurs fait l’écho en Une de son édition malouine d’il y a quelques jours :


N’ayant pu me rendre sur place pour le vernissage, je rencontrerai amateurs, collectionneurs et amis samedi prochain 24 juin à partir de 17h à la galerie.

Je serai heureux de vous parler de l’histoire de la sculpture animalière en France, des techniques de réalisation d’un bronze, et surtout de vous raconter ma passion pour la faune et l’art animalier, la naissance de ma vocation de sculpteur, ma façon de travailler, mes sources d’inspiration, etc.

Rendez-vous samedi prochain, donc :
Centre Cristel Editeur d’Art
9 boulevard de la Tour d’Auvergne – 35400 Saint-Malo
Du mardi au vendredi de 14h30 à 18h30
Samedi de 9h30 à 12h30 et de 14h30 à 18h30
Tél : 02 23 18 19 53 – contact@cristel-editeur-art.com

Juin 6, 2017 | Nouvelles créations
La fonderie Barthélémy Art a fondu l’exemplaire en bronze de « L’éléphant d’Afrique et éléphanteau assis » qui a été créé en grande partie à la galerie Estades lors d’une journée de démonstration le 18 février 2017 (cf. ci-dessous article paru dans Le Progrès).

Après avoir, comme toujours, retouché la cire puis le bronze de chacun des exemplaires, j’ai rapporté de la fonderie un exemplaire de ce nouveau sujet, qui partira bientôt dans l’est de la France pour une exposition estivale. Mais un exemplaire (le 1/8) sera installé dès la fin du mois à la galerie Estades de Lyon.

L’éléphant adulte mesure 31 cm de long par 24 cm de haut, et l’éléphanteau 13 cm de long x 13 cm de haut.


Mai 12, 2017 | Nouvelles créations
Voici les photos de la « Leçon de chasse » éditée en bronze par la fonderie Barthélémy Art (Drôme).
Dans une première version, j’avais placé les deux fauves assez près de leur proie, celle-ci faisant un crochet brutal vers la gauche. Le positionnement des animaux ne me donnant pas entière satisfaction, j’ai décidé de le corriger. Il a donc fallu séparer du socle où ils étaient soudés les trois protagonistes de cette scène et les placer autrement, puis bien sûr resouder, nettoyer les traces de l’ancienne soudure et repatiner l’ensemble.

Mais cette fois, je suis très satisfait de l’ensemble et les galeristes, à qui j’avais montré la version précédente le sont également beaucoup plus. La course des trois sujets les place sur une belle courbe ample plus harmonieuse.

Pour retrouver l’histoire de cette scène de chasse d’un guépard adulte et d’un jeune à la poursuite d’un impala femelle, reportez vous ici : http://www.damiencolcombet.com/archive/2016/12/09/nouvell…

Le numéro 1/8 de cette « Leçon de chasse » est actuellement visible à la Galerie de Loïc Lucas à Chamonix.
Mai 6, 2017 | • Damien Colcombet, Nouvelles créations
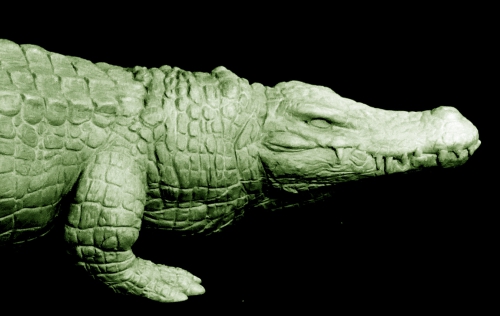
Plus de 7 ans après la création de mon premier Crocodile du Nil, en voici un autre dans une attitude un peu différente. Le saurien est cette fois en marche.
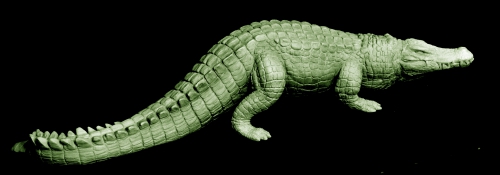
J’ai longuement décrit les crocodiles dans ma note d’il y a 7 ans et je ne vais donc pas y revenir. Je voudrais juste rappeler que, contrairement à ce que l’on pourrait croire trop souvent, ces animaux ne se traînent pas toujours lentement tels des tortues mais peuvent au contraire se déplacer très rapidement et même courir voire, pour certains, sauter ! Ils peuvent donc soulever leurs corps et marcher sans que leur ventre ne touche le sol.
Ce sont des animaux très vifs ; c’est pourquoi il faut toujours rester extrêmement prudent lorsqu’on les approche ou lorsqu’on marche au bord des étendues d’eau fréquentées par les crocodiles.

Le Crocodile du Nil peut atteindre 6 mètres de long et peser une tonne. On imagine la puissance d’un animal de cette taille en regardant ce moulage grandeur nature du crâne d’un crocodile du Nil.

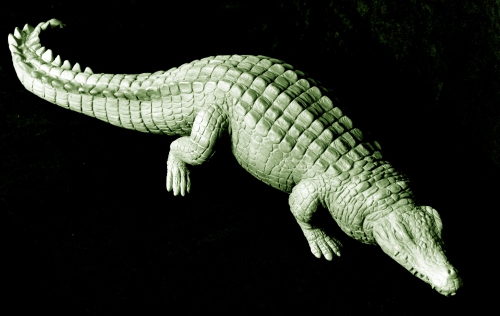
Les pattes postérieures du crocodile sont plus longues et situées plus haut que les pattes avant. Cela donne à l’animal en marche un air bossu et inquiétant, la tête et les épaules étant bien plus basses que le dos et la naissance de la queue. Seuls les doigts des pattes arrières sont palmés.

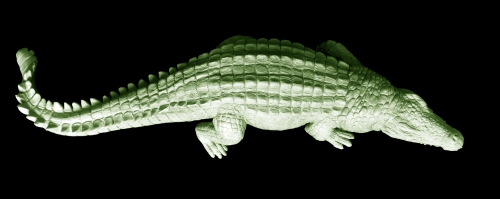
La queue du crocodile possède une puissance redoutable, tant dans l’eau qu’à terre. Elle peut fouetter terriblement un adversaire ou une proie et propulse l’animal avec une force étonnante.

La carapace du crocodile présente un relief bien régulier sur le dos et la queue, tandis qu’elle semble plus désordonnée sur le cou, très gros, et les flancs.

Les crocodiles possèdent une série de dents impressionnantes. Lorsqu’il veut réguler sa température, il ouvre la gueule. Ses dents servent à attraper et déchirer mais ne permettent pas de mâcher. Les crocodiles avalent donc des morceaux entiers de viande qu’ils ont déchiré en tournant sur eux-mêmes ou qu’ils prélèvent sur des proies qu’ils ont mises à pourrir dans l’eau.

Petite mare aux crocodiles (Burkina Faso)

Trou de crocodile (Burkina Faso)
Lorsqu’ils doivent faire rentrer les crocodiles dans leur abri, les gardiens de zoo prennent toujours de grandes précautions, alors même que leurs pensionnaires sont bien nourris, soignés et parfaitement habitués à ces mouvements (il arrive d’ailleurs souvent qu’à la seule annonce de la fermeture du zoo, les animaux rentrent dans leur abri).

Les gardiens du Parc de la Tête d’Or à Lyon ne font pas exception à cette règle : ils sont toujours deux dans l’enclos et se protègent avec un bouclier et de longues perches. Mais le gros crocodile, qui est arrivé, adulte, au Parc il y a plus de 40 ans, rentre chez lui sans se faire prier.